
株式会社 甲斐ガス圧接
TEL 03-3613-5385 FAX 03-3613-5381
|
|




ガス圧接の性能
一般的に応力の小さい位置に設けるガス圧接継手は上記の性能を満足しなければなりません。
弊社の従業員には常日頃より、どんなことがあっても母材強度以下になるような仕事だけは
行わないよう指導・教育及び現地での確認を日々実施しております!!


リングバーナ

多穴式バーナ
ガス圧接の中で一番普及している圧接方法です。酸素・アセチレン炎を用いて人がバーナの火力・加熱・加圧を目視で確認しながら行う方法です。

圧接端面にPSリングを挟み、酸素・天然ガスを用いて行う圧接です。
基本的には使用するガス以外は手動ガス圧接と同じ施工方法になります。
ふくらみ直径(1.6倍)・長さが(1.2倍)と手動ガス圧接より大きく規定されております。
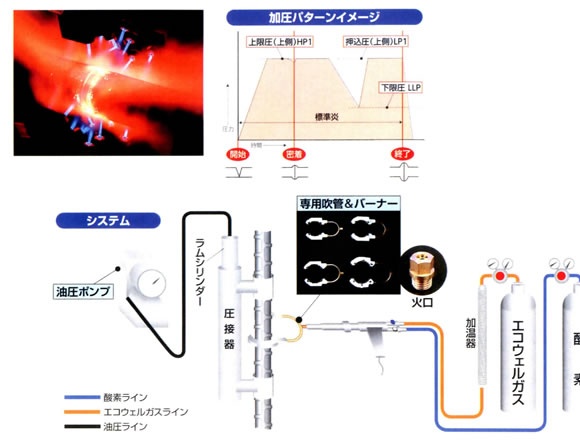
使用するガスが酸素と水素・エチレン混合ガスを用いて行う圧接方法です。
基本的には使用するガス以外は手動ガス圧接と同じ施工方法になります。
ふくらみ直径(1.6倍)・長さが(1.2倍)と手動ガス圧接より大きく規定されております。

ガス圧接の管理ポイント

圧接端面処理は冷間直角切断機にて行いすき間は2mm以下

加圧力は断面積当たり30MPa以上に設定

初期加熱は還元炎にて加熱 ここで圧接端面を酸化させないことが重要

圧接端面を酸化させずに密着を終了すること

密着終了後幅焼きに移る

最終加圧にて規定の大きさまで仕上げる

圧接器の取り外しは赤熱が取れてから外す

目視にて外観検査を実施

必要に応じてSYゲージにて確認を行う
施工ミスを防ぐためにも、作業手順を守り施工者自ら行う自主検査、品質管理者が行う自主管理検査を徹底し、より良いガス圧接継手を提供して参ります。
![]()
COPYRIGHT © 2009-2024 kai, ALL RIGHTS RESERVED.