
株式会社 甲斐ガス圧接
TEL 03-3613-5385 FAX 03-3613-5381
|
|




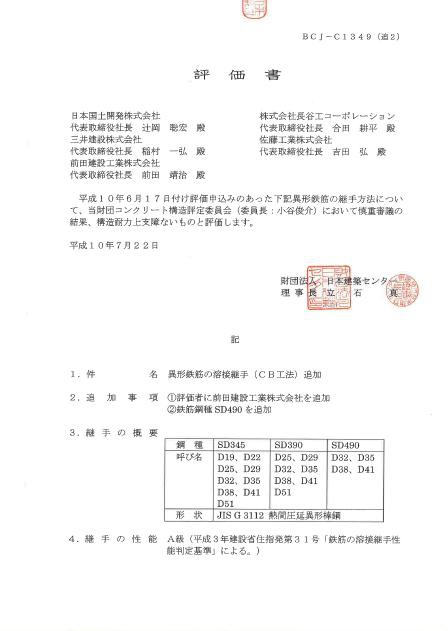
鉄筋溶接継手(エンクローズ溶接<CB工法>)
評価書
(評価書は「CB工法協会」ホームページに掲載されています。)
施工風景 (基礎・梁・柱)
「CB工法」の特徴は、溶接部全周が直接外観検査出来ることです。セラミックス製の裏当て材を使用するため溶接金属と融合せず、施工後に裏当て材を取り外せることにより外観検査と次工程へのストレスを解消できています。圧接のコブや鋼製裏当て材のように施工後に鉄筋径を超える部分がほとんどありません。




品質管理 (外観検査・超音波探傷検査<第3者検査>)
外観検査は第三者検査においても抜き取りで行われるため、より精度よく管理できます。また、溶接部が直接確認できるため溶接についての詳しい知識が無くても施工が間違いなく行われているか確認できます。

施工前試験 (高強度鉄筋<SD490>)
なお、高強度鉄筋は引張試験において溶接部破断となる可能性がありますが、ボンド部および熱影響部での破断は母材部分の破断と判断されるため継手の性能には問題はありません。

トレーニング風景 (梁・柱)
柱筋(横向き溶接)はさらに施工が難しく、重力に逆らいながら如何に溶接するかがテクニックとなり、やはりトレーニングなしには技量が上達しません。

![]()
COPYRIGHT © 2009-2024 kai, ALL RIGHTS RESERVED.